Описание функций
Технология мягкой коммутации Soft Switch
Силовые цепи инвертора построены на базе современных IGBT биполярных транзисторов Siemens. Технология мягкой коммутации Soft Switch обеспечивает переключение транзисторов с минимальными тепловыми потерями. В результате не только увеличивается срок службы IGBT модулей, но и исключаются резкие скачки тока, а также гарантируется высокая стабильность сварочного процесса.
Технология MIX TIG
Главным преимуществом инвертора TRITON ALUTIG 315P AC/DC W является режим сварки MIX TIG, который отлично подойдет для соединения пластин или листов металла разной толщины. При активации режима MIX TIG происходит поочередное включение переменного и постоянного тока в одном цикле. Во время сварки при переменном токе пробивается тугоплавкая пленка оксидов и очищается обрабатываемая поверхность, а постоянный ток обеспечивает идеальный глубокий провар металла. При этом оператор получает возможность настроить длительность цикла переменного или постоянного тока по отдельности, а также как часто эти циклы будут чередоваться друг с другом. Благодаря этому достигается оптимальная настройка сварочного цикла в зависимости от степени загрязнения обрабатываемой поверхности и поставленной задачи. В результате повышается качество шва и скорость сварки, снижается расход материалов и время на доработку сварочного соединения.
Импульсный режим TIG Pulse
В инверторе TRITON ALUTIG 315P AC/DC W доступен «импульсный» режим TIG-сварки, который станет полезным при работе с тонкостенными и листовыми металлами. Оператор может выставить частоту импульсов в диапазоне от 0,2 до 50 Гц и длительность импульсов в пределах от 1 до 100 %. Полный контроль над сварочным циклом позволяет не только повысить качество шва и скорость сварки, но и минимизировать расход материалов и потребляемой энергии.
Точечная сварка
В режиме Spot Arc создаются идеальные условия для точечной сварки, позволяя сделать предварительную прихватку металла перед основным циклом, соединить несколько листов металла вместе или выполнить качественный лицевой шов и т.д.
Режимы 2T/4T
Для оптимизации работы сварочной горелки в зависимости от поставленной задачи и длительности сварочного соединения предусмотрены режимы 2Т или 4Т.
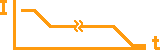
Заварка кратера
Благодаря функции DOWN SLOPE в конце сварочного цикла автоматически снижается величина рабочего тока для аккуратной и точной заварки кратера, исключая образование брака и растекание металла. Оператор может самостоятельно выполнить настройку тока и времени заварки кратера как в стандартном режиме 2Т, так и в режиме 4Т.
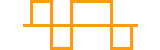
Различные формы волны
При сварке в режиме переменного тока доступна настройка формы волны (AC WAVE) на панели управления. Мягкая дуга и сниженный уровень шума обеспечит синусоидальная форма волны. Для достижения быстрого глубокого провара применяется прямоугольная форма, но при этом уровень шума повышается. Сварка скругленной прямоугольной волной обеспечивает гладкую и пологую дугу с максимальным контролем ванны и хорошим смачивающим действием. Треугольная волна идеально подходит для сварки тонкого алюминия. Она обеспечивает эффективность пиковой токовой нагрузки при уменьшении общего подвода тепла и ограничивает подводимую теплоту и уменьшает степень деформации сварочного шва.
Опытные сварщики при работе с инвертором TRITON ALUTIG 315P AC/DC W оценят возможность настройки трех основных параметров переменного тока при сварке в режиме AC TIG (BALANCE %, частота Hz и EN/EP AMPERAGE %), благодаря которым достигается гибкая и точная настройка сварочного тока.
Настройка баланса полярности
Настройка баланса полярности переменного тока BALANCE % позволяет управлять продолжительностью отрицательного полупериода волны в каждом сварочном цикле в пределах от 30 до 70%. При увеличении длительности баланса % EN в отрицательном периоде обеспечивается глубокий провар металла с узким швом и околошовной зоной. При уменьшении длительности баланса % EN достигается широкий неглубокий шов с широкой околошовной зоной. Таким образом, оператор получает полный контроль над формой шва в режиме сварки TIG AC.
Настройка несущей частоты
С помощью настройки частоты переменного тока в пределах 20-200 Гц можно управлять шириной конуса, мягкостью и стабильностью сварочной дуги. Высокая частота тока применяется для получения сфокусированной стабильной дуги, которая обеспечит быстрый и глубокий провар при выполнении угловых швов или в режиме автоматизированных работ. При низкой частоте тока инвертор формирует мягкую широкую дуга, которая позволяет выполнять широкое сварочное соединение с зоной очистки, что особенно важно при ремонтных работах и наплавке металла. Благодаря правильной настройке частоты переменного тока достигается высокая производительность сварки с минимальными затратами.
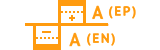
Настройка баланса тока
Функция EN/EP AMPERAGE %, с помощью которой настраивается отношение величины тока отрицательного (EN) и положительного (EP) полупериода волны – одно из главных преимущество инвертора TRITON ALUTIG 315P AC/DC W. При этом оператор может самостоятельно выставить независимую величину тока для каждого полупериода волны в диапазоне от -30 до +50%. В результате обеспечивается более точная передача энергии к электроду и изделию. Благодаря большей силе тока EP в положительный полупериод, чем при EN, достигается широкий неглубокий шов с видимой около шовной зоной. И, наоборот, при величине тока EP меньше, чем при EN, формируется невидимая зона очистки с узким глубоким проваром, повышается скорость работы. В результате настройка достаточного интервала положительного полупериода EP позволяет быстро и эффективно удалять оксидную пленку, обеспечивая нормальную зону очистки, а с другой стороны, настройка оптимальной величины тока в положительный полупериод EP исключает перегрев электрода.
PRE GAS / POST GAS
Функция PRE GAS предусмотрена для предварительной продувки зоны сварки газом перед возбуждением дуги, а финишная продувка с помощью функции POST GAS обеспечивает качественную кристаллизацию сварочного соединения в защитной оболочке. Оператор может самостоятельно настроить время предварительной и финишной продувки газом по отдельности.
MMA режим
Многофункциональный инвертор TRITON ALUTIG 315P AC/DC W позволяет выполнять качественную сварку в режиме ММА. Функция «Горячий старт» обеспечивает легкое возбуждение дуги путем кратковременного увеличения тока, обеспечивая дуге возможность легко пробить слой ржавчины или краски до металла.
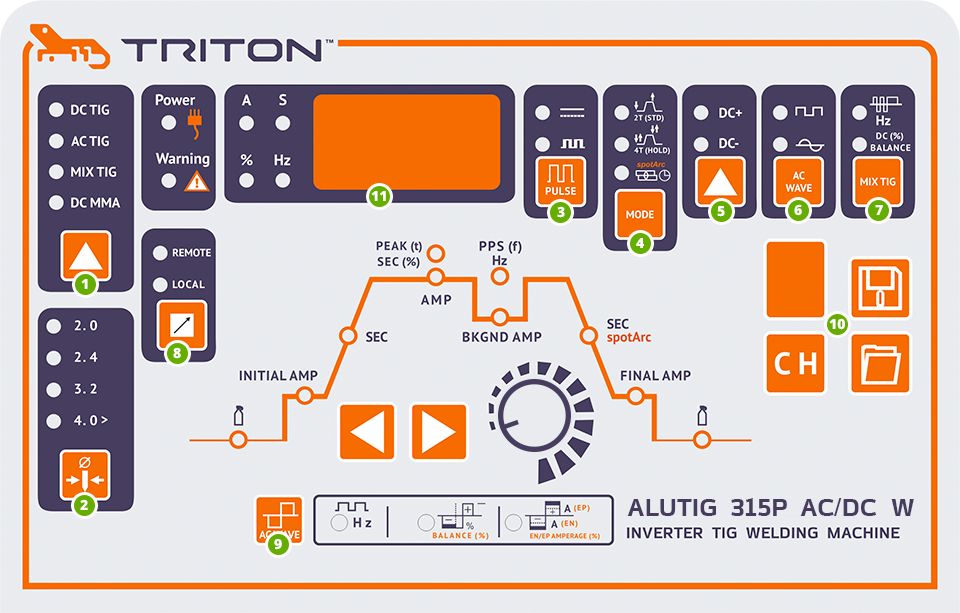
Цифровое управление
В верхней части передней панели инвертора расположена панель управления с информативной циклограммой, с помощью которой возможно оперативно выполнить основные настройки устройства в зависимости от поставленной задачи, марки обрабатываемого металла и условий эксплуатации. В инверторе TRITON ALUTIG 315P AC/DC W доступна запись в память до 10 сварочных программ, которые используются чаще всего в работе. Благодаря этому не требуется каждый раз выполнять настройку аппарата, а достаточно выбрать нужную программу из памяти. Современный контроллер DSC управляющий цифровым сигналом в комплексе с 64-битным микроконтроллером MCU, обеспечивает плавную и точную настройку рабочего тока с шагом 1А.Для более опытных сварщиков доступен полностью ручной режим настройки каждого параметра сварки по отдельности в зависимости от толщины металла, его марки, ориентации обрабатываемого изделия в пространстве и т.д. Многофункциональный инвертор отличается низким расходом газа даже при максимальной величине сварочного тока не более 12-14 л/мин. При этом расход напрямую зависит от диаметра сопла, режима сварки, сечения электрода и настройки функций продувки газом.Для питания устройства необходим доступ к промышленной трехфазной сети на 380 В. Кроме этого, доступно применение автономных генераторов достаточной мощности, благодаря которым сварочный инвертор можно использовать не только внутри производственных и ремонтных участков, но и за их пределами, к примеру, для устранения аварий.
Система водяного охлаждения
Модульная система водяного охлаждения встроена в корпус основного блока, что позволяет избавиться от каких-либо кабелей или шлангов для подключения. Стоит отметить, что работа системы охлаждения осуществляется полностью в автоматическом режиме при помощи терморегулятора и циркуляционного насоса. В результате вы получаете длительную работу сварочного инвертора на предельных режимах нагрузки без опасности перегрева. Кроме этого, в задней части основного блока предусмотрен большой вентилятор, который через изолированный тоннель охлаждает силовые элементы инвертора. Благодаря этому максимальная величина сварочного тока достигает 315 А при ПВ не менее 60 % в режиме TIG-сварки.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Конструкция
Надежные разъемы быстросъемного типа для подключения силовых и сварочных кабелей располагаются на передней панели аппарата, обеспечивая быстрый доступ к их подключению и снятию. Применяя педаль или регулятор для удаленного управления инвертором, не требуется лишний раз отрываться от сварочного процесса. Кроме этого, высокие запасы мощности аппарата позволяют работать с длинными сварочными кабелями, что значительно расширяет рабочую зону.Инвертор TRITON ALUTIG 315P AC/DC W оснащен площадкой, на которую также устанавливается баллон с газом. Металлическая площадка оснащена двумя поворотными колесами и двумя мощными опорными колесами, которые значительно облегчают процесс транспортировки инвертора. Кроме этого, предусмотренные рым-болты позволяют использовать штабелеукладчик или кран для транспортировки аппарата, что весьма удобно.Остается добавить, что инвертор TRITON ALUTIG 315P AC/DC W оснащен всеми современными защитами от перегрузки и поражения током, а также отвечает высокому классу электробезопасности IP 23S, гарантируя безопасность и надежность в процессе работы с устройством.Мощность и универсальность – главные преимущества инвертора TRITON ALUTIG 315P AC/DC W.
Комплектация:
- универсальная горелка с водяным охлаждением TIG 18 4м с кнопкой – 1 шт.;
- инверторный сварочный аппарат— 1 шт.;
- ЗИП;
- кабель с электродержателем для ММА;
- кабель для массы с мощным зажимом;
- газовый шланг.