Индуктивность сварочной дуги
В процессе полуавтоматической сварки при соприкосновении присадочной проволоки с изделием возникает короткое замыкание, что провоцирует снижение величины напряжения почти до нуля. Это приводит к резкому изменению сварочного тока и быстрому сгоранию присадочной проволоки с большим разбрызгиванием.
Индуктивность — это процесс в электрической цепи, который замедляет скорость нарастания тока. Возможность настройки этого параметра позволяет избежать короткого замыкания, делая сварочный процесс более плавным.
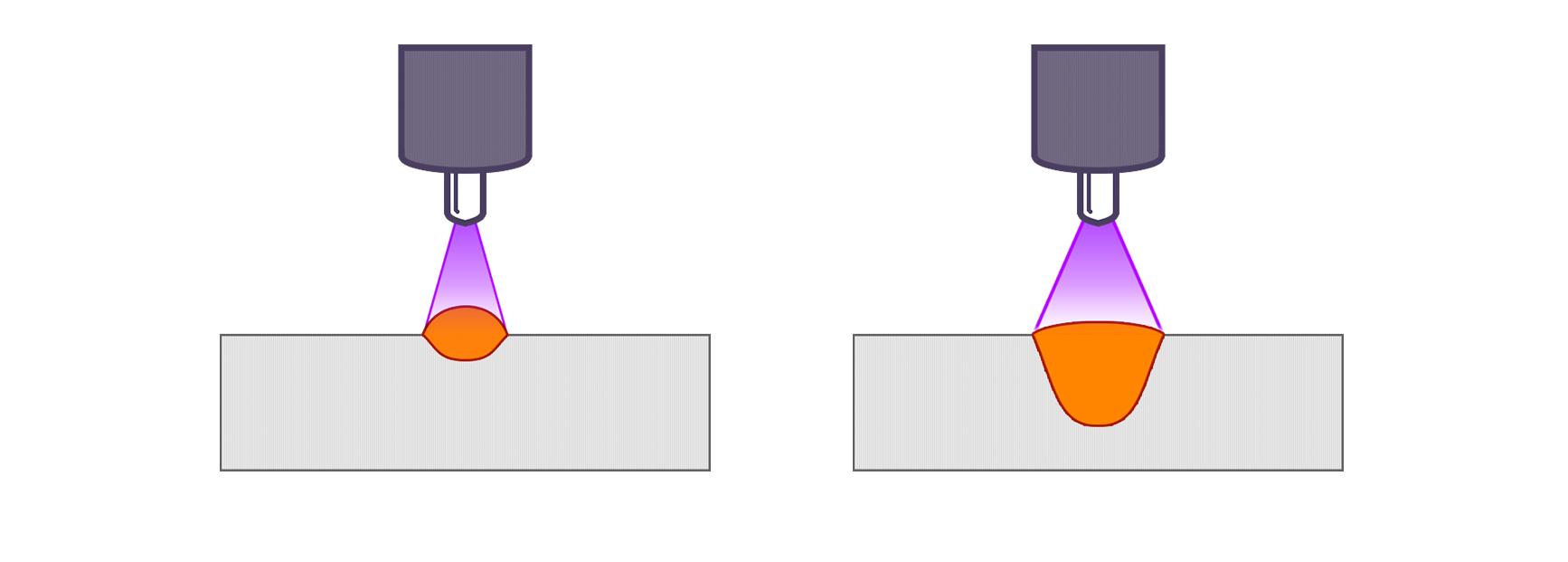
Малая индуктивность полезна при работе с тонкими заготовками. Она позволяет получить прочный шов при небольшом тепловложении (левый рисунок). Увеличив индуктивность, оператор получит большую глубину проплавления металла, более широкую сварочную ванну и гладкий сварочный шов с ровным валиком (правый рисунок).
Индуктивность — это процесс в электрической цепи, который замедляет скорость нарастания тока. Возможность настройки этого параметра позволяет избежать короткого замыкания, делая сварочный процесс более плавным.
Малая индуктивность полезна при работе с тонкими заготовками. Она позволяет получить прочный шов при небольшом тепловложении (левый рисунок). Увеличив индуктивность, оператор получит большую глубину проплавления металла, более широкую сварочную ванну и гладкий сварочный шов с ровным валиком (правый рисунок).
Аппараты:

TRITON STEELMIG 500 D
- Напряжение: 380 В
- Ток: 500 А

TRITON STEELMIG PRO 500
- Напряжение: 380 В
- Ток: 500 А

TRITON ALUMIG 250P Dpulse Synergic
- Напряжение: 220 В
- Ток: 250 А
Другие статьи:
Сварка алюминия аргоном - особенности и технология для начинающих
Режим MIG/MAG Pulse - сварка полуавтоматом с пульсом
Правда о сварке алюминия и стали