Есть в наличии
Есть в наличии Возможна аттестация НАКС
Возможна аттестация НАКС
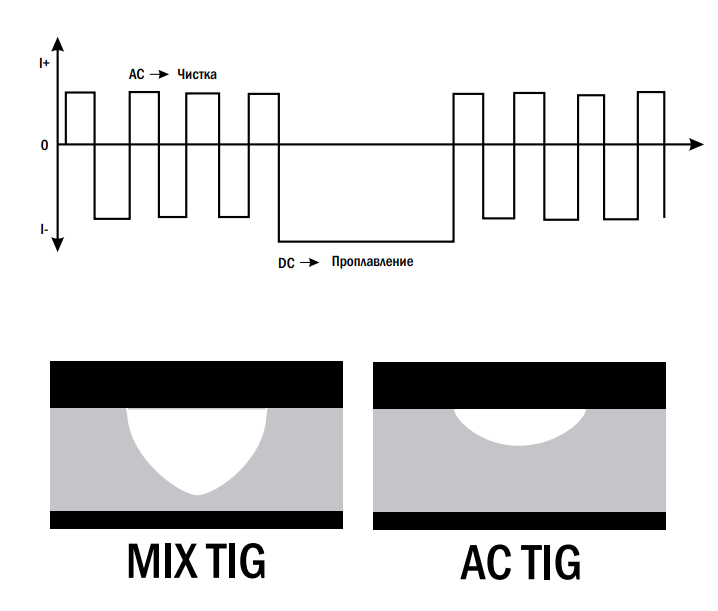
Качественный шов при работе с тонким металлом
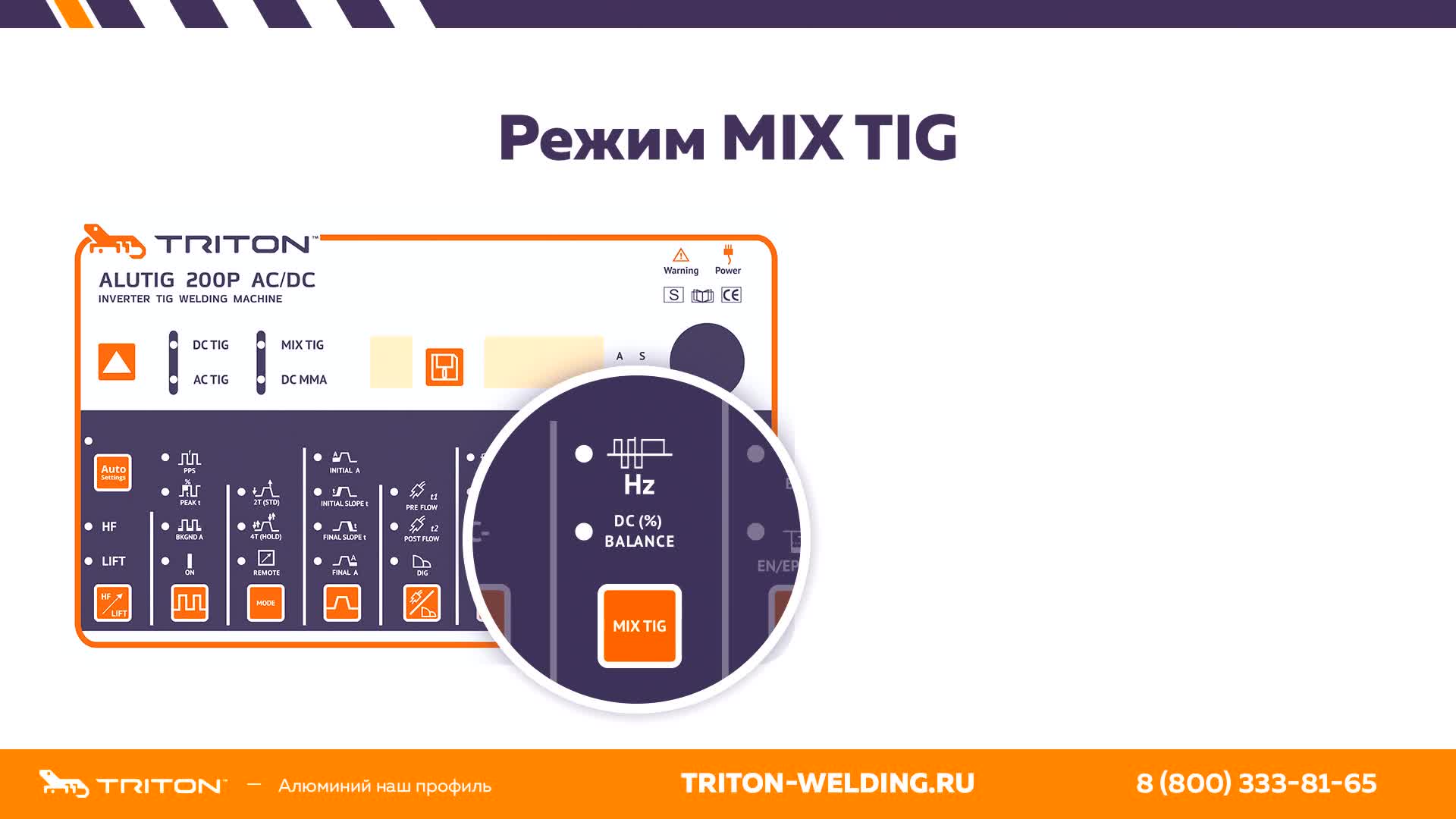
В режиме MIX TIG происходит чередование переменного и постоянного тока. Переменный ток обеспечивает хорошую очистку от окислов, а постоянный ток - более глубокий провар. Использование режима MIX TIG позволяет получить отличную концентрацию дуги и тем самым гарантировать отличное качество при сварке пластин любой толщины.

Высокое качество угловых швов
Серия ALUTIG позволяет работать с частотой переменного тока до 100 Герц. Сварка на высокой частоте обеспечивает стабильность дуги и хорошее проплавление, тем самым улучшая качество угловых швов. Работа на низкой частоте позволяет управлять широким валиком и идеально подходит для наплавки металла.

Усовершенствованный режим точечной сварки
В серии ALUTIG реализована функция точечной сварки TIG. При использовании режима SpotArc точки получаются более плоские по сравнению с традиционной точечной сваркой и обеспечивается отличное качество шва благодаря минимальному тепловому воздействию. Деформация металла в местах соединения минимальна, дополнительная обработка шва не требуется.
Для работы на больших токах. Позволяет избежать деградации вольфрамового электрода
Настройка баланса тока – уникальная функция, отличающая серию ALUTIG от остальных. Для работы на больших токах, даже настройка баланса полярности не позволяет избежать деградации вольфрамового электрода. В аппаратах серии ALUTIG Вы сможете настроить раздельно ампераж тока как в положительном полупериоде (и снизить нагрузку на электрод), так и в отрицательном (увеличить глубину провара).

Качественное проплавление металла и очистка зоны сварки
Позволит Вам отрегулировать необходимое соотношение «провар – очистка», в зависимости от объема оксидов или их толщины, для идеального проплавления и очистки зоны сварки.
Качественное проплавление металла и очистка зоны сварки
Возможность настройки стартового тока позволяет быстро нагреть холодную заготовку и тем самым получить глубокий провар в начале сварки.Настройка тока заварки кратера позволяет постепенно снижать тепловложение в зону сварки, избегая наплывов и образования кратера в конце сварочного шва.
Применяемые в инверторе IGBT модули построены по технологии Soft Switch, что обеспечивает безаварийную длительную работу силовых цепей. «Мягкое переключение» полностью исключает резкие скачки сварочного тока, гарантируя высокую стабильность рабочего цикла. За счет малых потерь на нагрев увеличилось КПД аппарата, при этом инвертор стал менее чувствительным к качеству питающего напряжения сети.
Оператору доступен режим TIG Pulse или импульсный режим сварки, который позволяет выполнить аккуратное и прочное соединение листовых и тонкостенных металлов, в том числе из алюминия. В инверторе TRITON ALUTIG 400P AC/DC W доступна настройка частоты импульсов в диапазоне от 0,2 до 200 Гц и длительность импульсов от 1 до 100 %. Таким образом, можно не только оптимально настроить режим «пульс» под конкретную производственную задачу, но и повысить качество шва и снизить зону нагрева металла.
Специальный режим Spot Arc станет незаменим для высококачественной точечной сварки или быстрой прихватки металла перед основным циклом. Данный режим используется для сварки нескольких листов металла вместе, выполнения аккуратных угловых соединений, лицевых швов и т.д.
2-х тактный или 4-х тактный режимы сварки позволяют оптимально настроить работу сварочной горелки в зависимости от протяженности шва, поставленной задачи и других условий. В результате значительно повышается скорость сварки, улучшается геометрия шва, снижается расход производственных материалов и нагрузка на руки оператора.
В инверторе TRITON ALUTIG 400P AC/DC W доступна настройка тока «Заварки кратера» в диапазоне от 20 до 400 А. Благодаря этому в конце сварочного цикла гарантируется точная и аккуратная заварка шва путем автоматического снижения величины сварочноготока. В результате снижается образование брызг, исключается растекание металла и повышается качество шва. Стоит отметить, что в данном аппарата доступна настройка времени и тока заварки кратера в режимах 2Т и 4Т.
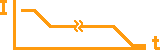
Сварка в режиме AC TIG может осуществляться прямоугольной формой сварочной кривой переменного тока или синусоидальной. Прямоугольная форма позволяет добиться глубокого провара при максимальной нагрузке за счет сварки шумной энергоемкой дугой гарантируя при этом высокую безопасность оператору. При сварке с синусоидальной формой сигнала переменного тока дуга более мягкая и малошумная, позволяя комфортно работать продолжительное время и формируя неглубокое сварочное соединение. В результате в зависимости от поставленной задачи оператор получает возможность добиться идеальных сварочных параметров. Для профессиональной сварки в режиме AC TIG в инверторе TRITON ALUTIG 400P AC/DC W доступна настройка следующих параметров: EN/EP AMPERAGE %, BALANCE % и Hz, благодаря которым повышается качество и скорость сварки, снижаются энергозатраты и расход материалов.
Настройка отношения величины тока положительного (EP) и отрицательного периода (EN) — EN/EP AMPERAGE % позволяет точно отрегулировать подвод тепла к электроду и изделию. Для каждого полупериода волны доступна независимая настройка величины тока в диапазоне от -30 до +50 %. За счет большего значения тока в положительном полупериоде ЕР, чем в отрицательном EN, обеспечивается широкая околошовная зона очистки с неглубоким проваром. При величине тока в EN выше, чем в EP, формируется узкая зона очистка с глубоким проваром. Правильная настройка интервала положительного полупериода EP обеспечивает быстрое удаление оксидной пленки и очистку зоны сварки. При оптимальной настройке величины тока в EP снижает перегрев электрода, увеличивая его срок службы.
Благодаря настройке частоты переменного тока в диапазоне от 20 до 100Гц оператор может управлять стабильностью и мягкостью сварочной дуги, а также шириной конуса. Низкая частота тока обеспечивает широкую мягкую дугу для формирования неглубокого сварочного шва с видимой зоной очистки. Высокая частота тока позволяет получить концентрированную стабильную дугу для быстрого и глубокого провара, что особенно важно в режиме автоматизированных работ или при формировании угловых швов.
Наличие в инверторе TRITON ALUTIG 400P AC/DC W настройки баланса переменного тока BALANCE % позволяет в каждом сварочном цикле управлять величиной отрицательной и положительной полуволны сварочной кривой в диапазоне от 20 до 80 %. Увеличение длительности баланса % EN гарантирует быстрый и глубокий провар с узкой околошовной зоной. Уменьшение длительности баланса % EN обеспечивает более широкую околошовную зону и неглубокий провар. Таким образом, вы получаете полный контроль над формированием сварочного соединения в режиме TIG AC.Перед каждым началом сварочного цикла выполняется продувка зоны сварки защитным газом с помощью функции PRE GAS. Также в инверторе реализована функция POST GAS, которая осуществляет финишную продувку шва в конце цикла. Благодаря этому исключается воздействие кислорода на формирование шва, и, как следствие, его окисление. Оператор может самостоятельно по отдельности регулировать продолжительность предварительной или финишной продувки газом.
Для режима ручной дуговой сварки или ММА доступны функции ARC FORCE, HOT START и ANTISTICK, с помощью которых гарантируется быстрый и легкий розжиг дуги даже при работе с зашлакованными электродами, исключается прилипание электрода в расплаве и повышается стабильность сварочной дуги. Благодаря высоким техническим показателям и улучшенной системе охлаждения в режиме ММА-сварки достигается высокая продолжительность включения при высоких токах: при ПВ=100 % величина тока может достигать 250 А, а при ПВ=60 % ток достигает 400 А.
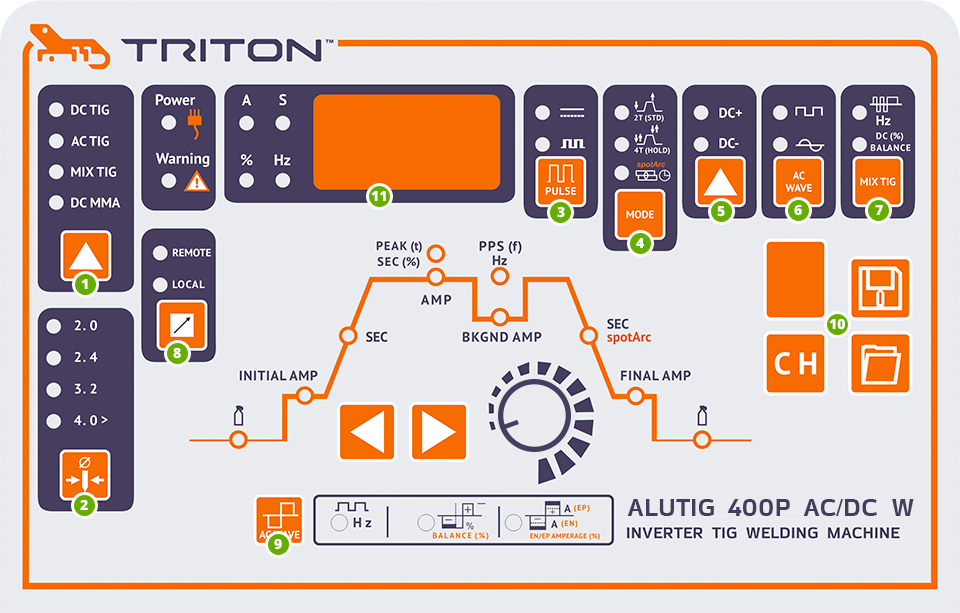
Для управления и настройки инвертора TRITON ALUTIG 400P AC/DC W применяется информативная циклограмма с синергетическим алгоритмом управления. Оператору доступен прямой доступ к основным функциям и режимам сварки, позволяя быстро и точно выставить каждый параметр в зависимости от условий эксплуатации, марки и толщины металла. Кроме этого, реализована функция памяти на 10 сварочных программ, которые используются в работе наиболее часто. При этом оператор может самостоятельно добавлять или удалять выбранные программы из памяти инвертора. Плавную настройку рабочего тока с интервалом в 1 А гарантирует 64-битный микроконтроллер MCU в комплексе с контроллером DSC, управляющим цифровым сигналом.Ручной режим настройки инвертора станет полезным для опытных сварщиков, которые смогут оптимально выставить каждый параметр в отдельности. Передовые технологии и оптимальная настройка инвертора позволяют снизить расход потребляемой электроэнергии и рабочего газа. Расход газа зависит от сечения электрода, режима сварки, диаметра сопла и других параметров.Несмотря на питание устройства от трехфазной сети на 380 В, встроенная система стабилизации автоматически сглаживает все колебания в диапазоне от -15 до +15%, обеспечивая высокую стабильность сварочного цикла.
В инверторе TRITON ALUTIG 400P AC/DC W реализована современная модульная система охлаждения, которая располагается в основном блоке. Стоит отметить, что в процессе сварочных работ система охлаждения работает полностью в автоматическом режиме благодаря цифровому терморегулятору. При этом в зависимости от рабочей температуры внутри блока, увеличивается или уменьшается циркуляция охлаждающей жидкости по изолированным каналам. В результате вы получаете длительную работу сварочного инвертора на предельных режимах нагрузки. При ПВ 60 % величина сварочного тока в режиме TIGсварки достигает 400 А. На задней стенке инвертора располагается большой вентилятор, который дополнительно охлаждает силовые элементы. В результате исключается перегрев или перегрузка инвертора даже при интенсивной работе в особо сложных условиях.
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Термостойкие быстросъемные разъемы для подключения сварочных и силовых кабелей предусмотрены на фронтальной панели. При помощи регулятора или педали удаленного управления в комплексе с длинными пакетами кабелей обеспечивается максимально эффективный удаленный процесс сварки и управления основным блоком.Для легкой мобильности и маневренности инвертора предусмотрена специальная площадка для основного блока, которая оснащена удобными колесами поворотного типа. Благодаря этому процесс транспортировки не займет много времени. Для перевозки краном или штабелеукладчиком предусмотрены четыре рым-болта на верхней крышке основного блока.