Сварка нержавеющей стали полуавтоматом в импульсном режиме: Практический подход
Почему нержавеющая сталь требует особого подхода?
Сварка нержавеющей стали требует повышенной квалификации сварщика и правильно подобранного сварочного режима и настройки всей цкилограммы. Особенности нержавеющей стали — склонность к короблению, перегреву зоны шва, появлению нежелательных межкристаллитных процессов все это требует контроля тепловложения. Обычные режимы сварки полуавтоматом (MIG/MAG) часто приводят к перегреву металла, выгоранию легирующих элементов (в первую очередь хрома) и ухудшению устойчивости к коррозии.
В чём заключается суть импульсного режима?
Импульсный режим при сварке нержавеющей стали полуавтоматом — это специализированный способ подачи сварочного тока, в котором происходит чередование кратковременных мощных всплесков (импульсов) и периодов с пониженным, «базовым» током. Суть процесса в том, что каждый отдельный импульс создает условия для формирования, отделения и переноса одной капли расплавленного металла с конца сварочной проволоки в сварочную ванну. Этот перенос происходит бесконтактно, что позволяет избежать хаотичного разбрызгивания и обеспечить точность формирования шва — особенно важно для работы с нержавеющей сталью.
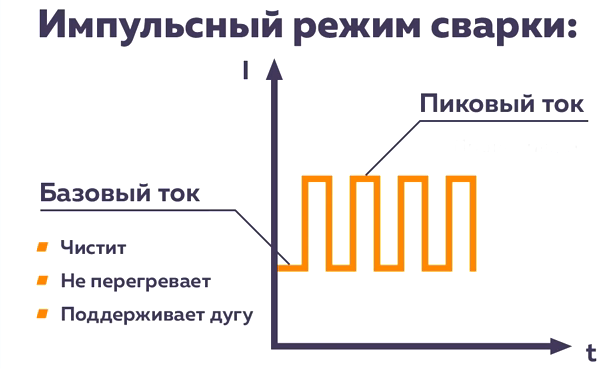
Сварочный аппарат в импульсном режиме чередует базовый ток (низкий) для стабильного горения дуги и подогрева материала и пиковый ток/ток импульса (высокий), под действием которого формируется и переносится одна капля расплавленной проволоки в сварочную ванну. После этого значение тока вновь снижается до базового уровня — в этот момент сварочная ванна охлаждается, металл частично кристаллизуется, а значит, вся тепловая нагрузка на нержавеющую сталь строго дозирована. Такой цикл повторяется многократно.
Сварочный аппарат в импульсном режиме чередует базовый ток (низкий) для стабильного горения дуги и подогрева материала и пиковый ток/ток импульса (высокий), под действием которого формируется и переносится одна капля расплавленной проволоки в сварочную ванну. После этого значение тока вновь снижается до базового уровня — в этот момент сварочная ванна охлаждается, металл частично кристаллизуется, а значит, вся тепловая нагрузка на нержавеющую сталь строго дозирована. Такой цикл повторяется многократно.
Практические плюсы импульсного режима для нержавеющей стали
- Снижение перегрева: Импульсный режим контролирует подводимую теплоту к шву. Это сохраняет структурную стойкость нержавеющей стали, уменьшает ширину термического влияния и снижает риск выгорания легирующих элементов.
- Минимальное разбрызгивание: В импульсном режиме капля металла переносится равномерно, без хаотичных брызг — это особенно важно для качественного, красивого шва.
- Лёгкость работы в сложных положениях: За счёт стабильности дуги и контролируемого процесса намного проще вести аккуратные вертикальные и потолочные швы на нержавейке.
- Меньше деформаций: Ограниченное тепловложение уменьшает коробление и внутренние напряжения нержавеющей стали после сварки.
- Повышенная производительность: Можно использовать увеличенную скорость сварки без заметных ухудшений внешнего вида и механических свойств шва.

На что обратить внимание при настройке и работе?
- Выбор проволоки: Для сварки нержавеющей стали используйте проволоку соответствующего состава (например, марки 308, 316).
- Газ: 100% аргон или смесь аргона и CO₂ (обычно 80/20%), чтобы не снизить антикоррозионные свойства.
- Контроль за оплавлением: Следите за формой ванны — она не должна быть чрезмерно растянутой или глубокой, иначе возрастает риск прожога нержавейки.
Типичные ошибки
- Повышенное тепловложение: сварка на постоянном токе без импульса — частая причина синевы, появления окалины и выгорания хрома.
- Использование неправильно подобранного газа: большой процент CO₂ значительно ухудшает цвет и коррозионную стойкость шва.
- Игнорирование очистки металла: даже незначительные загрязнения поверхности нержавеющей стали моментально ухудшают качество сварки в импульсном режиме.
Импульсный режим полуавтоматической сварки — основной инструмент для получения качественного, долговечного и эстетичного шва на нержавеющей стали. Точная настройка, чистота сварочного участка и внимательное отношение к особенностям материала позволят сварщику раскрыть лучшие свойства нержавейки и избежать затрат на переделки и обработку.
Аппараты:

TRITON STEELMIG 500 D
- Напряжение: 380 В
- Ток: 500 А

TRITON STEELMIG SL500
- Напряжение: 380 В
- Ток: 600 А

TRITON STEELMIG PRO 500
- Напряжение: 380 В
- Ток: 500 А
Другие статьи:
Сварка проволокой в среде защитного газа - инструкция
Функция отжига проволоки - Burn Back MIG/MAG
Успешная сварка тонкого алюминия - готовим материал, выбираем присадку и оборудование