Сварка нержавейки - технология и особенности
Содержание:
- Что такое нержавеющая сталь.
- Возможные способы сварки нержавейки.
- Нюансы при сварке нержавеющих сталей.
- Импульсная сварка нержавейки.
- Сварка нержавейки с разными металлами.
- Выбираем расходку для сварки нержавейки.
- Подготовка изделия перед сваркой.
- Обработка нержавейки после сварочных работ.
- Для чего применяется нержавеющая сталь.
- Заключение.
Что такое нержавеющая сталь
Нержавеющая сталь относится к группе металлов, которые не поддаются коррозии благодаря наличию в своем составе молибдена, марганца, никеля и хрома.
По химическому составу нержавеющая сталь делится на:
По химическому составу нержавеющая сталь делится на:
- Хромо-марганцево-никелевую – наличие марганца обеспечивает хорошую прочность с сохранением пластичности металла.
- Хромоникелевую – самая популярная группа металлов с хорошей пластичностью. Наличие никеля добавляет небольшие магнитные свойства и стабилизирует структуру сплава.
- Хромистую – обладают невысокой пластичностью, плохо поддается обработке, но при этом обладает высокой прочностью.

Как можно сварить нержавейку
Для сварки нержавеющих сталей используют три метода:
- MMA – дуговая ручная сварка штучным электродом для домашних нужд. Обеспечивает довольно сносное качество шва, но не отличается высокой прочностью и способностью выдерживать высокие нагрузки, обладает слабой структурой.
- TIG – аргонодуговая сварка. Обеспечивает высокое качество сварочного шва, тонкостенных изделий, часто применяется при сварке трубопроводов высокого давления.
- MIG/MAG – полуавтоматическая сварка в газовой защитной среде, которая позволяет добиться качественного шва с хорошим проплавлением. Применяется для сварки толстостенных заготовок.
Также нержавеющие стали обрабатывают другими методами, которые менее распространены из-за высокой сложности или стоимости работ:
- лазерная;
- плазменная;
- точечная сварка.
Вышеописанные режимы сварки нержавейки используют для соединений высокой точности и для обработки трудносвариваемых нержавеющих сплавов.

Нюансы при сварке нержавеющих сталей
Особенности сварки изделий из нержавеющей стали:
- Высокое электрическое сопротивление. Ввиду данной особенности, хромоникелевые электроды используют ограниченной длины (до 350 миллиметров).
- Высокий коэффициент расширения металла. Нужно строго соблюдать величину зазора между обрабатываемыми изделиями.
- Низкая теплопроводность. Для обработки нержавейки снижают величину тока на 15-20% ниже, чем при сварке обычных сталей.
- Наличие хрома в составе. Данный металл образует карбид хрома при взаимодействии с углеродом на высоких температурах плавления. В результате снижается прочность сварочного шва. Чтобы это избежать, нужно быстро остужать место сварочного соединения.
Опытные сварщики всегда учитывают вышеописанные особенности нержавейки. Благодаря чему можно получить высококачественные швы с хорошей прочностью и без дефектов.
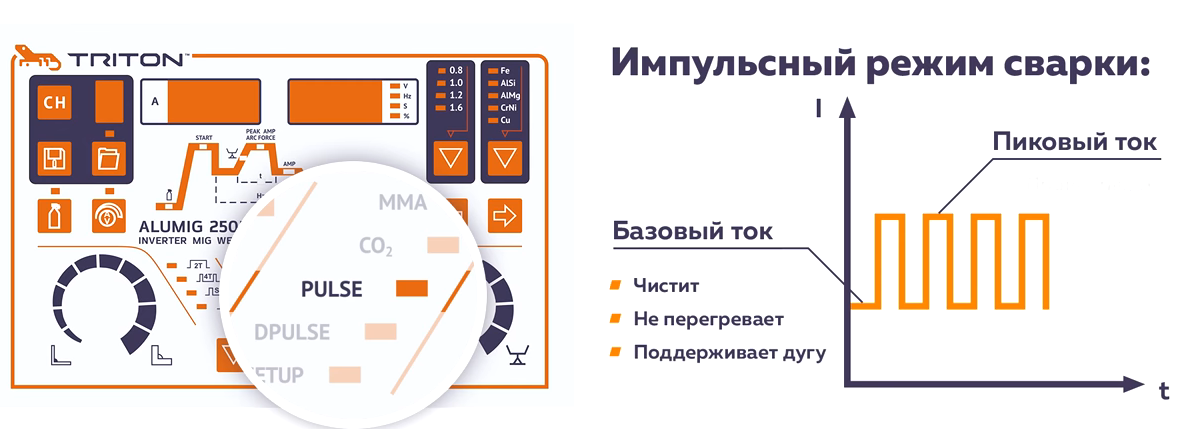
Импульсная сварка нержавейки
Одним из основных преимуществ импульсной сварки нержавейки является полный контроль над сварочным циклом и тепловложением в шов. Каждый импульс формирует сварочную каплю, которая переходит в сварочную ванну. В результате чего сокращается зона термического влияния, нагрев заготовки становится более контролируемым.
Также в процессе импульсной сварки нержавеющих сталей практически исключается образование сварочных брызг, что позволяет экономить сварочную проволоку, повысить производительность и сократить время на доработку сварочного соединения.
Также в процессе импульсной сварки нержавеющих сталей практически исключается образование сварочных брызг, что позволяет экономить сварочную проволоку, повысить производительность и сократить время на доработку сварочного соединения.
Сварка нержавейки с разными металлами
При смешивании разных металлов и сплавов с нержавейкой, возможно ухудшение качества сварочного шва, который может стать хрупким, с трещинами, менее пластичным и т.д.
Для исключения дефектов при сварке нержавейки с другими сплавами и металлами следует использовать электроды для высоколегированных сталей, и тщательно подготавливать поверхность заготовки и выполнить прокалку электродов. Кроме того, не рекомендуется предварительно подогревать зону сварки перед проведением работ, и желательно применять высоколегированные сплавы или на основе никеля в качестве присадочного материала.
Сварочный шов должен содержать меньшее количество основного металла – не более 40% от всей массы. 60% – это должен быть присадочный материал или электрод, в зависимости от используемого метода сварки.
Для исключения дефектов при сварке нержавейки с другими сплавами и металлами следует использовать электроды для высоколегированных сталей, и тщательно подготавливать поверхность заготовки и выполнить прокалку электродов. Кроме того, не рекомендуется предварительно подогревать зону сварки перед проведением работ, и желательно применять высоколегированные сплавы или на основе никеля в качестве присадочного материала.
Сварочный шов должен содержать меньшее количество основного металла – не более 40% от всей массы. 60% – это должен быть присадочный материал или электрод, в зависимости от используемого метода сварки.
Выбираем расходку для сварки нержавейки
Для того чтобы добиться качественной сварки нержавеющих металлов, необходимо выбирать присадочный материал, электроды, которые по составу будут такими же, как и обрабатываемые заготовки. Благодаря этому достигается равномерное расплавление металлов, получается качественное и плотное сплавление.
Информация по составу той или иной марки нержавеющей стали представлена на сайтах производителей свариваемых изделий. Порой довольно сложно определить состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных условиях.
Информация по составу той или иной марки нержавеющей стали представлена на сайтах производителей свариваемых изделий. Порой довольно сложно определить состав нержавеющей стали без проведения сложных спектральных анализов в лабораторных условиях.
Подготовка изделия перед сваркой
Процесс подготовки сплавов перед началом сварки заключается в следующих этапах:
- с помощью стальной щетки очищаем поверхность обрабатываемой заготовки;
- используя растворитель (ацетон, уайт-спирит или другие) протираем поверхность изделия для лучшей устойчивости дуги;
- используем средство, защищающее от налипания брызг, чтобы исключить механическую обработку изделия после сварки.
Между кромками изделий должен быть зазор, который гарантирует свободную усадку. Это одно из главных отличий в подготовке нержавеющих сталей к сварочным работам.
Обработка нержавейки после сварочных работ
Для исключения образования коррозии на поверхности нержавейки и снижения прочности заготовки, в обязательном порядке требуется дополнительная обработка после проведения сварочных работ.
Для правильной обработки нержавейки необходимо использовать следующие методы:
Для правильной обработки нержавейки необходимо использовать следующие методы:
- зачистка шва механическим методом с помощью специальных щеток для улучшения внешнего вида заготовки;
- пескоструйная обработка для улучшения качеств и внешнего вида шва;
- шлифование – для идеально ровной поверхности сварочного соединения.
Для защиты сварочного соединения от возможного разрушения применяют травление и пассивацию. Метод травления – использование химически активных веществ (жидкости и кислоты). Воздействие кислот удаляет окалину, которая может стать причиной образования ржавчины. Метод пассивации – нанесение оксида хрома на поверхность заготовки для создания защитной пленки от образования коррозии.

Для чего применяется нержавеющая сталь
Каждая из вышеописанных групп стали нашла свое применение в разных сферах – металлургия, автомобильная промышленность, строительная отрасль, химическая промышленность и т.д. Самые популярные марки нержавеющей стали: мартенситные, аустенитные и ферритные.
Нержавеющие металлы используют:
Нержавеющие металлы используют:
- для изготовления трубопроводов разного сечения и назначения;
- ферритные используют в химической и пищевой отрасли;
- мартенситные стали применяют в металлургической промышленности;
- в строительной отрасли для изготовления уголков, опор и других конструкций;
- нержавеющие стали используют для изготовления ответственных опорных элементов;
- для облицовки оборудования и техники.
Заключение
Сварка нержавеющих сталей – ответственный и сложный процесс, в котором необходимо:
- учитывать особенности при работе с нержавейкой;
- выполнять тщательные подготовительные работы до и после сварки;
- правильно подбирать присадочный материал и метод сварки.
Следуя рекомендациям в данной статье и вышеописанным правилам, можно добиться качественного сварочного соединения нержавеющих сталей.
Аппараты:

TRITON STEELMIG PRO 500
- Напряжение: 380 В
- Ток: 500 А

TRITON ALUTIG 250Р AC/DC
- Напряжение: 220 В
- Ток: 250 А

TRITON ALUTIG 500P AC/DC W
- Напряжение: 380 В
- Ток: 500 А
Видео обзоры:
ALUTIG 250P распаковка
Режим MIX TIG для сварки алюминия
Режим MIX TIG для сварки алюминия
Другие статьи:
Импульсная сварка полуавтоматом - что это? Руководство по импульсной сварке
Успешная сварка тонкого алюминия - готовим материал, выбираем присадку и оборудование
Сварка нержавеющей стали полуавтоматом в импульсном режиме: Практический подход